
Q1. सोल्डर कनेक्शन के फायदे और नुकसान क्या हैं?
वेल्डेड कनेक्शन के लाभ: सरल संरचना, घटक अनुभाग का कमजोर नहीं होना, आसान प्रसंस्करण, कई प्रकार की वेल्डिंग विधियां, स्वचालित संचालन, स्टील की बचत, उच्च दक्षता, उच्च कठोरता, अच्छी अखंडता और अच्छा सीलिंग प्रदर्शन।
वेल्डेड कनेक्शन के नुकसान: गर्मी प्रभावित क्षेत्र में स्टील की मेटलोग्राफिक संरचना बदल जाती है, और स्थानीय सामग्री भंगुर हो जाती है; वेल्डिंग के बाद अवशिष्ट तनाव और अवशिष्ट विरूपण होता है, जो संपीड़न सदस्य की असर क्षमता को कम करता है; वेल्डेड संरचना दरारों के प्रति बहुत संवेदनशील है, और एक बार स्थानीय दरारें होने के बाद, पूरे में विस्तार करना आसान होता है, और कम तापमान ठंड भंगुरता अधिक प्रमुख होती है।
प्रश्न 2. स्टील की वेल्डेबिलिटी की परिभाषा और प्रभावित करने वाले कारक?
स्टील की वेल्डेबिलिटी उस डिग्री को संदर्भित करती है जिससे सामग्री को आसानी से वेल्ड किया जा सकता है और उचित डिजाइन और परिचालन स्थितियों के तहत संरचनात्मक गुणों को पूरा किया जा सकता है। वेल्डेबिलिटी अक्सर स्टील की रासायनिक संरचना, रोलिंग विधि और प्लेट की मोटाई जैसे कारकों से प्रभावित होती है।
वेल्डेबिलिटी पर रासायनिक संरचना के प्रभाव का मूल्यांकन करने के लिए, इसे आम तौर पर कार्बन समकक्ष (सीईक्यू) द्वारा व्यक्त किया जाता है। यह जितना बड़ा होता है, सोल्डरेबिलिटी उतनी ही खराब होती है।
कार्बन समतुल्य Ceq (प्रतिशत) मान की गणना निम्न सूत्र द्वारा की जा सकती है:
![]()
Q3. वेल्डिंग तनाव और वेल्डिंग विरूपण के कारण क्या हैं और उन्हें कैसे कम किया जाए?
स्टील संरचना की वेल्डिंग प्रक्रिया असमान हीटिंग और कूलिंग की प्रक्रिया है। वेल्डिंग के दौरान, वेल्ड और उसके आसपास का तापमान बहुत अधिक होता है, जबकि दूरी में अधिकांश धातु गर्म नहीं होती है, और मुख्य धातु का विस्तार और संकुचन असमान होता है।
ठंडा होने के बाद, वेल्ड में संकोचन और आंतरिक तनाव (अनुदैर्ध्य और पार्श्व) के विभिन्न डिग्री होते हैं, जिसके परिणामस्वरूप वेल्डेड संरचना के विभिन्न विकृतियां होती हैं।
सामान्यतया, डिजाइन और प्रसंस्करण प्रौद्योगिकी के दो पहलुओं से वेल्डिंग तनाव और वेल्डिंग विरूपण को कम किया जा सकता है।
डिजाइन के उपाय: वेल्ड की स्थिति को यथोचित रूप से व्यवस्थित करें; वेल्ड के आकार का यथोचित चयन करें; वेल्ड की संख्या छोटी होनी चाहिए, और वेल्ड की संख्या बहुत अधिक केंद्रित नहीं होनी चाहिए, और साथ ही, त्रि-आयामी कंपित वेल्ड से बचा जाना चाहिए; जितना हो सके बेस मेटल की मोटाई दिशा में सिकुड़न तनाव से बचना चाहिए।
प्रक्रिया के उपाय: वेल्डिंग अनुक्रम को यथोचित रूप से व्यवस्थित करें; रिवर्स विरूपण को अपनाएं; वेल्डिंग से पहले प्रीहीट करें और वेल्डिंग के बाद गुस्सा करें।


प्रक्रिया के उपाय: वेल्डिंग अनुक्रम को यथोचित रूप से व्यवस्थित करें; रिवर्स विरूपण को अपनाएं; वेल्डिंग से पहले प्रीहीट करें और वेल्डिंग के बाद गुस्सा करें।

प्रश्न4. इस्पात संरचनाओं के लिए सामान्य वेल्डिंग विधियां?
स्टील संरचनाओं के लिए आमतौर पर इस्तेमाल की जाने वाली वेल्डिंग विधियों में मैनुअल आर्क वेल्डिंग, स्वचालित (या अर्ध-स्वचालित) जलमग्न चाप वेल्डिंग और गैस परिरक्षित वेल्डिंग शामिल हैं।
मैनुअल आर्क वेल्डिंग: बिजली चालू होने के बाद, इलेक्ट्रोड में वेल्डिंग तार को पिघलाने के लिए एक चाप उत्पन्न होता है और वेल्ड पर चाप द्वारा गठित छोटे नाली पिघले हुए पूल में टपकता है।

इलेक्ट्रोड कोटिंग द्वारा गठित स्लैग और गैस पिघले हुए पूल को कवर करते हैं, हवा को पिघली हुई तरल धातु से संपर्क करने से रोकते हैं और भंगुर, भंगुर यौगिकों के निर्माण से बचते हैं।
जलमग्न चाप वेल्डिंग: एक चाप वेल्डिंग विधि जिसमें चाप फ्लक्स परत के नीचे जलता है।
वेल्डिंग तार कोटिंग के साथ लेपित नहीं है, लेकिन वेल्डिंग अंत दानेदार प्रवाह द्वारा कवर किया जाता है जो फ्लक्स रिसाव सिर से स्वचालित रूप से बहता है, चाप पूरी तरह से प्रवाह में दब जाता है, चाप की गर्मी केंद्रित होती है, और प्रवेश गहराई होती है विशाल। अच्छी वेल्डिंग गुणवत्ता और वेल्ड के छोटे विरूपण के साथ उच्च उत्पादकता।

गैस परिरक्षित वेल्डिंग: एक चाप वेल्डिंग विधि जो एक सुरक्षात्मक माध्यम के रूप में कार्बन डाइऑक्साइड गैस या अन्य अक्रिय गैस का उपयोग करती है। हानिकारक गैसों की घुसपैठ को रोकने और वेल्डिंग प्रक्रिया की स्थिरता सुनिश्चित करने के लिए चाप के चारों ओर एक स्थानीय सुरक्षात्मक परत बनाने के लिए परिरक्षण गैस पर भरोसा करना।
वेल्ड की ताकत मैनुअल आर्क वेल्डिंग की तुलना में अधिक है, और प्लास्टिसिटी और संक्षारण प्रतिरोध अच्छा है। यह सभी स्थितियों में वेल्डिंग के लिए उपयुक्त है, और आगे और पीछे के तरीके हैं।

प्रश्न5. सामान्य वेल्डिंग स्थिति, संयुक्त रूप, नाली रूप, वेल्ड प्रकार और ट्यूब संरचना नोड फॉर्म कोड इस प्रकार हैं:



प्रश्न6. सामान्य वेल्डिंग दोष और उनके कारण और उपचार के तरीके?
वेल्ड दोषों को छह श्रेणियों में विभाजित किया गया है: दरारें, गुहाएं, ठोस समावेशन, अपूर्ण संलयन, अपूर्ण प्रवेश और आकार दोष।

दरारें: आमतौर पर गर्म दरारें और ठंडी दरारें होती हैं। गर्म दरारों की घटना के मुख्य कारण आधार धातु की खराब दरार प्रतिरोध, वेल्डिंग सामग्री की खराब गुणवत्ता, वेल्डिंग प्रक्रिया मापदंडों का अनुचित चयन और अत्यधिक वेल्डिंग आंतरिक तनाव हैं;
ठंड दरारों की घटना के मुख्य कारण अनुचित वेल्डिंग संरचना डिजाइन, अनुचित वेल्डिंग सीम लेआउट, और अनुचित वेल्डिंग प्रक्रिया के उपाय हैं, जैसे वेल्डिंग से पहले कोई प्रीहीटिंग नहीं करना और वेल्डिंग के बाद तेजी से ठंडा करना।
उपचार विधि दरार के दोनों सिरों पर एंटी-क्रैकिंग छेद ड्रिल करना है या मरम्मत वेल्डिंग के लिए दरार पर वेल्ड धातु को हटा देना है।
गुहाएं: आमतौर पर दो प्रकारों में विभाजित होती हैं: वायु छिद्र और क्रेटर संकोचन छिद्र। सरंध्रता की पीढ़ी के मुख्य कारण इलेक्ट्रोड की कोटिंग को गंभीर नुकसान पहुंचाते हैं, इलेक्ट्रोड और फ्लक्स बेक नहीं होते हैं, बेस मेटल में तेल के दाग या जंग और ऑक्साइड होते हैं, वेल्डिंग चालू बहुत छोटा होता है, चाप की लंबाई बहुत लंबी होती है , वेल्डिंग की गति बहुत तेज है, आदि। उपचार विधि फावड़ा है। वेल्ड धातु को छिद्र पर निकालें, और फिर वेल्ड की मरम्मत करें।

गुहाएं: आमतौर पर दो प्रकारों में विभाजित होती हैं: वायु छिद्र और क्रेटर संकोचन छिद्र। सरंध्रता की पीढ़ी के मुख्य कारण इलेक्ट्रोड की कोटिंग को गंभीर नुकसान पहुंचाते हैं, इलेक्ट्रोड और फ्लक्स बेक नहीं होते हैं, बेस मेटल में तेल के दाग या जंग और ऑक्साइड होते हैं, वेल्डिंग चालू बहुत छोटा होता है, चाप की लंबाई बहुत लंबी होती है , वेल्डिंग की गति बहुत तेज है, आदि। उपचार विधि फावड़ा है। वेल्ड धातु को छिद्र पर निकालें, और फिर वेल्ड की मरम्मत करें।
चाप क्रेटर सिकुड़न का मुख्य कारण यह है कि वेल्डिंग करंट बहुत बड़ा है, वेल्डिंग की गति बहुत तेज है, चाप बहुत तेजी से बुझता है, और भराव धातु को बार-बार चाप बुझाने वाले स्थान पर नहीं जोड़ा जाता है। उपचार विधि चाप क्रेटर पर वेल्डिंग की मरम्मत है।

ठोस समावेशन: स्लैग समावेशन और टंगस्टन समावेशन के दो दोष हैं। स्लैग समावेशन के मुख्य कारण वेल्डिंग सामग्री की खराब गुणवत्ता, बहुत छोटा वेल्डिंग करंट, बहुत तेज़ वेल्डिंग गति, बहुत अधिक स्लैग घनत्व, तैरने से स्लैग को रोकना और मल्टी-लेयर वेल्डिंग के दौरान स्लैग को साफ नहीं करना है। इसे दूर करने का इलाज है। स्लैग समावेशन पर वेल्ड धातु की मरम्मत की जाती है।
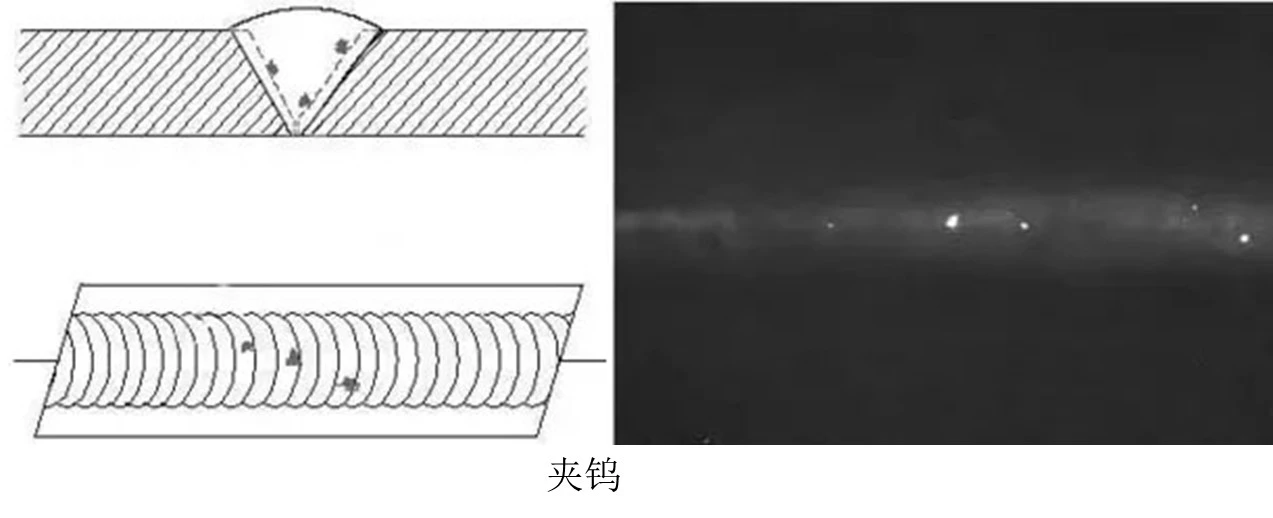
टंगस्टन समावेशन की घटना का मुख्य कारण यह है कि टंगस्टन इलेक्ट्रोड आर्गन आर्क वेल्डिंग के दौरान पिघले हुए पूल धातु के संपर्क में है। उपचार पद्धति टंगस्टन समावेशन पर दोषपूर्ण धातु को खोदना और फिर से वेल्ड करना है।

फ्यूजन और पैठ की कमी: मुख्य कारण यह है कि वेल्डिंग करंट बहुत छोटा है, वेल्डिंग की गति बहुत तेज है, ग्रूव एंगल गैप बहुत छोटा है, और ऑपरेशन तकनीक अच्छी नहीं है।
फ्यूजन की कमी के लिए उपचार विधि है कि फ्यूजन की कमी पर वेल्ड धातु को हटा दिया जाए और फिर वेल्डिंग द्वारा इसकी मरम्मत की जाए।
अपूर्ण पैठ के लिए उपचार पद्धति यह है कि संरचना के एक तरफ अच्छे खुलेपन के साथ प्रवेश नहीं किया जाता है, और वेल्ड के पीछे सीधे वेल्डिंग की मरम्मत की जा सकती है।
महत्वपूर्ण वेल्ड के लिए जिन्हें वेल्डिंग द्वारा सीधे मरम्मत नहीं किया जा सकता है, अपूर्ण वेल्ड धातु को हटा दिया जाना चाहिए और फिर से वेल्ड किया जाना चाहिए।

आकार दोष: अंडरकट, वेल्ड बीड, स्लंप, रूट सिकुड़न, मिसलिग्न्मेंट, कोण विचलन, सुपर-हाई वेल्ड, सतह अनियमितता आदि सहित।

प्रश्न 7. चादरों को लैमिनार फटने से रोकने के सामान्य उपाय?
टी-आकार, क्रॉस-आकार और पट्टिका जोड़ों में, जब निकला हुआ किनारा प्लेट की मोटाई 20 मिमी से कम नहीं होती है, तो बेस मेटल प्लेट की मोटाई दिशा में बड़े वेल्डिंग संकोचन तनाव से बचने या कम करने के लिए, निम्नलिखित संयुक्त संरचना डिजाइन को अपनाया जाना चाहिए:
इस शर्त के तहत कि प्रवेश गहराई की आवश्यकताओं और वेल्ड कॉम्पैक्टनेस को पूरा किया जाता है, एक छोटा वेल्डिंग नाली कोण और अंतराल (ए) अपनाया जाएगा;
पट्टिका जोड़ों में, एक सममित नाली या एक नाली (बी) साइड प्लेट की ओर पक्षपाती का उपयोग किया जाता है;
एकल-पक्षीय असममित वेल्डिंग (सी) के बजाय दो तरफा बेवल सममित वेल्डिंग का प्रयोग करें;
टी-आकार या पट्टिका संयुक्त में, प्लेट की मोटाई दिशा में वेल्डिंग तन्यता तनाव के अधीन प्लेट का अंत संयुक्त वेल्ड क्षेत्र (डी) से निकलता है;
टी-आकार और क्रॉस-आकार के जोड़ों में, टी-आकार और क्रॉस-आकार के जोड़ों (ई, एफ) को बट जोड़ों के साथ बदलने के लिए कास्ट स्टील या जाली स्टील संक्रमण अनुभागों का उपयोग किया जाता है;

मोटाई दिशा में तनाव को कम करने के लिए मोटी प्लेट संयुक्त की बल दिशा बदलें;

स्थिर भार के तहत जोड़ों के लिए, इस शर्त के तहत कि संयुक्त ताकत गणना आवश्यकताओं को पूरा किया जाता है, पूर्ण प्रवेश नाली वेल्ड को आंशिक प्रवेश के साथ बट और पट्टिका संयुक्त वेल्ड द्वारा प्रतिस्थापित किया जाता है।

प्रश्न 8. वेल्ड गुणवत्ता निरीक्षण विधि?
जब वेल्डिंग के बाद वेल्ड का निरीक्षण किया जाता है, तो उपस्थिति निरीक्षण पहले किया जाना चाहिए, और नग्न आंखों या आवर्धक कांच का उपयोग यह देखने के लिए किया जाना चाहिए कि क्या कोई दोष है, जैसे कि अंडरकट, बर्न-थ्रू, अधूरी पैठ, दरार, गलत किनारा। , बिस्तर, आदि, और जांचें कि क्या वेल्ड आकार आवश्यकता के अनुरूप है।
वेल्ड के अंदर दोष आमतौर पर अल्ट्रासोनिक द्वारा पता लगाया जाता है। सिद्धांत धातु के अंदर फैलाने के लिए अल्ट्रासोनिक ऊर्जा का उपयोग करना है, और वेल्ड के आंतरिक दोषों का निरीक्षण करने के लिए दो मीडिया के इंटरफेस का सामना करते समय प्रतिबिंब और अपवर्तन का सिद्धांत होगा, और इसे तरंग के अनुसार आंका जा सकता है। दोष और दोष स्थान हैं।
चूंकि जांच और परीक्षण के टुकड़े के बीच एक परावर्तक सतह होती है, इसलिए अल्ट्रासोनिक निरीक्षण के दौरान युग्मन को वेल्ड की सतह पर लागू किया जाना चाहिए, और अल्ट्रासोनिक तरंगें दोष के प्रकार और आकार को निर्धारित नहीं कर सकती हैं।
गैर-विनाशकारी परीक्षण का उपयोग कभी-कभी रेडियोग्राफिक निरीक्षण के लिए भी किया जाता है। एक्स-रे निरीक्षण और -रे निरीक्षण दो प्रकार के होते हैं। सिद्धांत यह है कि जब किरण निरीक्षण किए गए वेल्ड से गुजरती है, यदि कोई दोष है, तो दोष से गुजरने वाली किरण का क्षीणन छोटा होता है, इसलिए वेल्ड की पीठ पर प्रकाश संवेदनशील फिल्म मजबूत होती है, और फिल्म धोने के बाद , यह दोष पर प्रदर्शित किया जाएगा। काले धब्बे या धारियाँ दिखाई देती हैं।
एक्स-रे विकिरण का समय कम है, गति तेज है, उपकरण जटिल है, लागत अधिक है, और मर्मज्ञ क्षमता छोटी है, और पता लगाने के लिए वेल्ड की मोटाई 30 मिमी से कम है। -रे निरीक्षण उपकरण हल्का, संचालित करने में आसान और मजबूत मर्मज्ञ क्षमता वाला है।
प्रश्न 9. नमूना निरीक्षण के दौरान परिणामों को आंकने का आधार क्या है?
जब नमूना निरीक्षण में वेल्ड की संख्या की अयोग्य दर 2 प्रतिशत से कम है, तो स्वीकृति का बैच योग्य है;
जब नमूना निरीक्षण में वेल्ड की संख्या की अयोग्य दर 5 प्रतिशत से अधिक है, तो स्वीकृति का बैच अयोग्य है;
इस लेख के पांचवें पैराग्राफ में स्थिति के अलावा, जब नमूना निरीक्षण में वेल्ड की संख्या की अयोग्य दर 2 प्रतिशत से 5 प्रतिशत है, तो नमूना निरीक्षण दोगुना हो जाएगा, और दोनों पर वेल्डिंग सीम की एक विस्तार रेखा मूल अयोग्य भाग के पक्षों को जोड़ा जाना चाहिए। जब सीम में अयोग्य दर 3 प्रतिशत से अधिक नहीं है, तो बैच स्वीकृति योग्य है; जब यह 3 प्रतिशत से अधिक हो, तो बैच स्वीकृति अयोग्य है;
जब बैच स्वीकृति विफल हो जाती है, तो बैच के सभी शेष वेल्डों का निरीक्षण किया जाएगा;
यदि निरीक्षण में एक दरार दोष पाया जाता है, तो डबल स्पॉट निरीक्षण किया जाएगा। यदि डबल स्पॉट निरीक्षण वेल्ड में कोई दरार दोष नहीं पाया जाता है, तो बैच स्वीकृति स्वीकार की जाएगी; यदि योग्य हो, तो बैच में शेष सभी वेल्डों का निरीक्षण किया जाएगा।
Q10 वेल्डिंग प्रक्रिया योग्यता से गुजरने के लिए किन स्थितियों की आवश्यकता होती है?
राष्ट्रीय इस्पात संरचना वेल्डिंग कोड, स्टील, वेल्डिंग सामग्री, वेल्डिंग विधियों, संयुक्त रूपों, वेल्डिंग पदों, पोस्ट-वेल्ड गर्मी उपचार प्रणालियों, वेल्डिंग प्रक्रिया मापदंडों, प्रीहीटिंग और पोस्ट-हीटिंग उपायों में मूल्यांकन से छूट प्राप्त शर्तों के अलावा पहली बार निर्माण इकाई इन मापदंडों की संयोजन शर्तों के अनुसार, स्टील संरचनात्मक घटकों के निर्माण और स्थापना से पहले वेल्डिंग प्रक्रिया का मूल्यांकन किया जाएगा।



